
Turgan 1878 : "Thibouville-Lamy"
Ci dessous les images des pages de l'ouvrage et aussi le texte en reconnaissance de caractère.






GRANDES USINES
Etudes industrielles
En France et à l’étranger
Par
TURGAN
Parsi, Calmann Lévy, libraire éditeur
Rue Auber, 3 bis et Boulevard des italiens, 15
A la librairie nouvelle
1878
Tous droits réservés
ETABLISSEMENTS
THIB0UVILLE-LAMY
MANUFACTURE DE CORDES D`HARMONIE
ET
D’INSTRUMENTS DE MUSIQUE
À PARIS GRENELLE, MIRECOUURT ET LA COUTURE ;
La fabrication des instruments de musique progresse constamment en France. Nos maisons spéciales comme Erard, Pleyel, sont restées célèbres dans le monde entier, et nos luthiers rivalisent avec les plus renommés des autres pays. Mais jusqu`à présent aucune maison n'avait réuni industriellement et sur une aussi grande échelle la fabrication de tous les instruments de musique, à quelque classe qu`ils appartiennent, car M. Thibouville-Lamy fabrique aussi bien les instruments à anche que les 'instruments à cordes et les instruments à vent.
Successeur de son père, qui dirigeait à la Couture une fabrique de fûtes, clarinettes, flageolets, hautbois, il s'associa avec M. Buthod, propriétaire d'une fabrique de violons, violoncelles, basses, guitares, instruments à cordes, puis il acquit de M. Savaresse son usine de Grenelle, dans l`enceinte de laquelle il établit bientôt une fabrique d'instruments de cuivre qu`il avait fondée précédemment dans le faubourg du Temple.
Bientôt il y' ajouta la fabrication des harmoniums; il y joint depuis quelques années la fabrication d`orgues de Barbarie et de boites à musique pour jouets, enfin une très intelligente machine, au moyen de laquelle on peut jouer mécaniquement soit piano, soit de l'orgue, et qui-est appelée píanista.
Cette réunion complète de toutes les natures d'instruments occupe plus de cinq-cents-personnes, dont les femmes composent un peu plus que le quart.
Ce personnel est conduit par des collaborateurs habiles et dévoués secondant de leur mieux les efforts continus de M. Thibouville, qui travaille personnellement lui-même a perfectionner les différentes branches de son industrie en s’appuyant sur les conseils-des savants spéciaux, habiles physiciens et mathématiciens qui font de l’acoustique et de ses lois le sujet de leurs études abstraites.
Nous commencerons la description de ces établissements si intéressants et si difficiles à analyser dans leurs détails complexes, par la fabrication des instruments à cordes, et en premier par la fabrication de la corde elle-même.
En effet, c'est de la corde que vient le son, les différentes formes de boites auxquelles on l’adapte n'étant pas sonores par elles-mêmes.
A l`usine de Grenelle on fabrique toutes les espèces de cordes pouvant être mises en vibration soit par la friction d'un archet, soit par les pincements du doigt. Ces cordes sont de plusieurs natures et de plusieurs matières.
Celles dont il se fait le plus, et qui ont motivé l’installation des ateliers les plus importants, sont fabriquée; avec les boyaux de mouton; longtemps et encore aujourd'hui la plus grande perfection pour ces cordes faites en boyaux était attribuée à celles qui venaient d'Italie.
Dans l'Encyclopédie méthodique, dont l’imprimeur Panckoucke continuait la publication en 1790, Roland déclare[1] que les bonnes cordes harmoniques ne se fabriquent pas encore en
France, bien qu'un sieur Petit, ayant sa manufacture au Croissant, rue Mouffetard, en fabrique pour les besoins de la mécanique, mais pas encore pour ceux de la lutherie. « On dit, ajoute Roland, qu`il ne se fabrique de bonnes cordes d’instruments qu'en Italie; celles qui viennent de Rome passent pour les meilleures; ou les tire par paquets assortis, composés de soixante bottes ou cordes, qui sont toutes pliées en sept ou huit plis. On les distingue par numéro, et il y en a depuis le n° l jusqu'au n°50. Ce petit art, qui contribue tant à notre plaisir, est un des plus inconnus; les Italiens ont leur secret, qu'ils ne communiquent point aux étrangers. Les ouvriers de ce pays, qui prétendent y entendre quelque chose et qui font en effet des cordes d’instruments que les frondeurs jugeront assez bonnes pour la musique qu'on y compose, ont aussi leurs secrets qu'ils gardent bien, surtout quand ils sont consultés. »
Dans une autre partie de son travail, Roland attribue à Naples la supériorité qui était jusqu`alors réservée à Rome :
« Il n'est pas parti, dit-il, un Français de ma connaissance pour l`Italie, pour Naples surtout, où se fait le plus grand commerce des cordes d'instruments, et où elles se fabriquent le mieux, de l`avis des Italiens mêmes en général et des musiciens du reste de l'Europe; il n`est parti personne que je ne lui ai donné cette commission; j`ai écrit bien des lettres ailleurs pour le même objet, le tout en vain. »
Cette réputation de Naples se continua longtemps encore, si bien qu'en 1855, dans son savant rapport sur les instruments de musique, M. Fétis disait à ce propos : « L'Italie, Naples en particulier, ont eu longtemps le monopole de ces cordes, bien que le mouton, dont les intestins en fournit la matière, se trouve dans toutes les contrées de l'Europe. On a cru longtemps que l'air pur de l`extrémité méridionale de l’Italie, dans lequel vit cet animal, donne à ses intestins une qualité spéciale qui exerce son influence sur la sonorité des cordes; mais il est plus vraisemblable que les eaux vives, froides, presque glaciales de Naples, dans lesquelles se fout macérer les boyaux, pour les dépouiller des parties graisseuses, sont la cause principale de la supériorité des cordes de Naples pour l’éclat et la pureté des sons.
Nous avons vu travailler dans cette ville à la préparation des intestins pour la fabrication des cordes, et nous avons remarqué qu'à leur sortie de 1'eau ils sont intacte à ce point que les raclures sont sèches et inodores, tandis que les fabricants de Paris, très-habiles dans leur art, éprouvent le désagrément de ne pouvoir mettre obstacle à la putréfaction. Dans l’opération de la raclure, ils n'obtiennent qu`une sorte de bouillie fétide. De là vient la supériorité de la matière première pour la fabrication des cordes en Italie et surtout à Naples.
« Toutefois, les cordes napolitaines ne sont pas toutes de bonne qualité. ».
Il y a environ trente-cinq ans. M. Savaresse, dont la famille d'origine italienne s’était établie à Lyon, vers 1766, fonda à Grenelle l’établissement que nous étudions; il perfectionna sa fabrication assez pour que l’on put enfin vendre des cordes d'harmonie françaises aussi renommées que les cordes italiennes, surtout les deuxièmes, troisième et quatrièmes. Aujourd’hui cette fabrication est en pleine activité, grâce aux nouveaux perfectionnements apportés par M. Thibouville.
Les soins les plus minutieux pour empêcher la matière première de la corde, d’est à dire le boyau, de s’altérer, sont pris aux abattoirs même.
Des employés de la maison y sont entretenus pour détacher, immédiatement après l’ouverture du mouton, l’intestin grêle depuis sa sortie de l’estomac jusqu’à son entrée dans le gros intestin. Cette opération doit se faire avec une certaine adresse et une grande habitude, pour ne rien enlever d’inutile sans rien couper de trop et sans entailler le boyau.
Dès que l’intestin est détaché, On se hâte de le vider en le pressant avec les doigts, ce que les ouvriers appellent couler. Cette opération doit se faire, l'intestin encore chaud; car, si on le laissait refroidir, les matières fécales teinteraient et altéreraient le tissu du boyau. On laisse tremper dans l’eau courante en assemblant par paquets de dix.
Suivant la grosseur des moutons, ces boyaux ont de 18 à 25 mètres ; les plus estimés viennent des petits moutons de plaine et surtout des pays marécageux.
Lorsqu’ils sont bien lavés, on les met dans une voiture spéciale qui les transporte à l’établissement.
Celle voiture apporte annuellement ã Grenelle les intestins de plus de 700.000 à 800.000 moutons.
Avant d’être préparés, l’intestin est composé de trois membranes : l’une extérieure, la séreuse ; l’autre intérieure, la muqueuse ; la troisième intermédiaire, la musculaire. Les deux dernières doivent disparaitre dans le travail.
Pour pouvoir enlever les deux membranes intérieures, il faut, ou faire macérer le boyau après l'avoir retourné, ce qui demande quelques jours, ou bien le fendre, ce qui vaut mieux. M. Thibouville ayant étudié attentivement l’intestin, il a remarqué que ce n`était pas un tube cylindrique parfait : toute la partie qui le rattache à1'épiploon est plus serrée et plus étroite de 2 ou-3 mètres sur la longueur totale: cette partie à travers laquelle passent les vaisseaux sanguins et chylifères se travaille moins bien que l'autre cote dans lequel les membranes sont moins grasses et moins vasculaires; aussi le couteau spécial inventé par M. Thibouville divise-t-il le boyau en deux parties, de façon à mettre d'un côté la portion de membrane qui était libre, et de 1’autre celle qui adhérait a l’épiploon. Le couteau se compose d'une lame très tranchante saillant d'un tube en cuivre sur lequel on fait entrer l’extrémité du hoyau et qui envoie un courant d'eau pour en maintenir les parois toujours ouvertes. Ce tube où 1'ou engage le boyau pour le présenter à la lame est légèrement recourbé suivant la forme même de la courbure de l’intestin grêle.
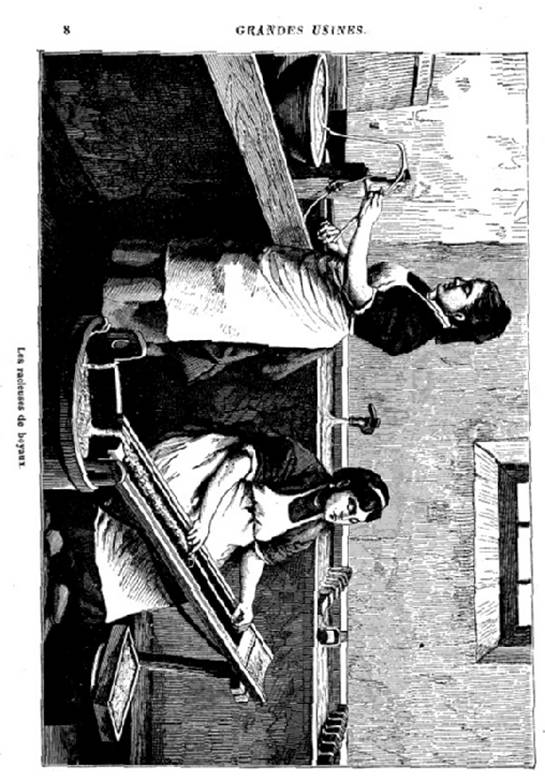
L’ouvrière attire à elle par un mouvement régulier l’intestin que la lame du couteau divise régulièrement en deux parties; les ouvriers anciens appelaient soutil, et les ouvriers actuels appellent subtil les boyaux ainsi divisés.
Tous ces lavages, et le maintien constant dans l’eau quelquefois additionnée de permanganate de potasse, empêchent la putréfaction de commencer et délivrent l`atelier de l'odeur nauséabonde que sans cela dégagerait le boyau. Ce perfectionnement est très-important, non-seulement pour la conservation du tissu, mais aussi pour le bien-être des voisins et des ouvrières elles-mêmes, qui garderaient l'odeur infecte imprégnée dans leurs vêtements, leur linge et leurs cheveux.
Le raclage, c'est-à-dire l'enlèvement des deux membranes internes, se fait sur une table de marbre noir légèrement inclinée, où tombe sans cesse un filet d'eau, et sur laquelle l'ouvrière, assise, étale à plat l’intestin fendu par le couteau.
Quand elle l’a bien-assujetti avec les doigts de la main gauche, elle le gratte avec un morceau de canne fendue dont les arêtes ont été émoussées, pour ne pas déchirer la partie que l’on veut conserver.
Les boyaux grattés sont placés dans de grandes cuvettes en terre où ils séjournent dans de l`eau chargée d'un alcali destiné à en enlever toute la matière grasse. C`était autrefois une opération assez compliquée et n'atteignant pas toujours le but désiré.
Quelquefois la potasse, la soude, la chaux, la lessive de cendres dégraissaient inégalement la membrane et avaient l’inconvénient de laisser entre les mailles du tissu de petits cristaux qui s`y reformaient, continuaient leur action caustique sur la fibre animale, et finissaient par en altérer la ténacité.
Après divers essais, M. Thibouville a pris un brevet pour un nouveau système de dégraissage, qui consiste à tremper les boyaux dans des eaux ammoniacales plus ou moins concentrées.
Le dégraissage est beaucoup plus régulier, et l`ammoniaque ne laisse aucun résidu solide entre les fibres de la corde.
Pendant que les boyaux séjournent ainsi dans l'eau ammoniacale, on les sort de temps en temps pour ce qu`on appelle les passer au dé.
Dans cette opération, l`ouvrier ajuste sur son pouce une sorte de dé ouvert en cuivre, et à l’extrémité de l’index un petit tube de caoutchouc protégeant le doigt; il tient le boyau par l'une de ses extrémités, et le fait glisser entre le dé de cuivre du pouce et le gant de caoutchouc de l’index.
Il le comprime assez pour enlever toutes les parties grasses que l’ammoniaque a ramollies, et pas assez cependant pour les déchirer.
Après une dizaine de passages au dé, on laisse tremper les subtils dans de l'eau additionnée de permanganate de potasse, puis avec de l`eau contenant une petite quantité d'acide sulfureux, après quoi l'on tend les boyaux sur des cadres appelés aujourd'hui métiers, et autrefois ateliers ou tallards.
Ces métiers sont des cadres, munis d'un côte de fortes clavettes autour desquelles on enroule les boyaux parleur centre de longueur; on replie les deux bouts, et l'on va les attacher deux par deux des clavettes plus petites, fixées sur le montant parallèle à celui-où sont les grosses chevilles.
On tend plus on moins, suivant la proportion qu'on veut obtenir entre la grosseur et la longueur.
Pour sécher et blanchir les boyaux, on fait séjourner les métiers garnis, a plusieurs reprises, dans des chambres où l'on brûle de la fleur de soufre, dont l’action dégage de l’acide sulfureux gazeux.
A mesure qu'elles sèchent, on leur donne, au moyen d'un rouet, une torsion progressive, de façon à conduire peu à peu les cordes au diamètre détermine; bientôt elles deviennent assez sèches pour être polies. On les frotte avec des fils de crin, ce qui constitue l`étrichage, puis on les met sur la plate-forme d’une machine à polir, où elles reçoivent la friction d'un plateau garni de papier de verre.
De temps en temps, le conducteur de la machine prend chaque corde l'une après l'autre et la passe dans sa main, couverte d'un gant de peau saupoudré d'une poudre de verre extrêmement fine empâtée d'huile.
Toutes ces opérations ont pour but d’égaliser les dimensions de la corde, que l'on amène ainsi à être aussi identique que possible dans tous les points de la longueur.
Une bonne corde doit être solide, sonore, juste, blanche et transparente; les brins qui la composent doivent être réguliers, bien dégraissés, et pouvoir supporter une tension calculée.
Sur un violon monté la tension que la chanterelle supporte est de 7 kilogrammes 1/2, le la de 6,25, le ré de 5 kilogrammes et le sol de 4.
Les dimensions sont, pour la chanterelle, soixante-cinq centièmes de millimètre; pour le la, quatre-vingt-cinq; pour le ré, cent vingt; pour le sol, quatre-vingt-quinze; mais ce dernier est recouvert d'un trait en cuivre argenté.
Les anciens jugeaient les cordes par l'effet que la vibration leur produisait à la vue.
Lorsque la corde mise en vibration représentait à l'œil trois ou plusieurs cordes, c`est qu'elle n'était pas juste dans toute son étendue ; ils n'admettaient pour justes que celles qui, en vibrant, ne donnaient a l'œil que l’image de deux cordes séparées par un espace vide.
La première partie de cette expérience est juste, car les cordes dont la vibration donne une image irrégulière sont certainement mauvaises; mais celles qui donnent l’image régulière ne sont pas pour cela certainement justes, et il faut une observation attentive pour garantir la justesse idéale d'une corde d`harmonie.
M. Thibouville termine en ce moment des études très intéressantes sur cette vérification.
Il y a, en effet, quelques années déjà, il fut mis en relation avec M. Plassiard, qui depuis longtemps cherchait à se rendre compte théoriquement et pratiquement des lois de la vibration des cordes harmoniques.
Pour suivre les raisonnements de M. Plassiard, il faut se rappeler ce principe de D’Alembert : « Si une corde tendue est frappée en quelqu'un de ses points par une puissance quelconque, elle s`éloignera jusqu’à une certaine distance de la situation qu’elle avait étant en repos, reviendra ensuite et fera des vibrations en vertu de l'élasticité que sa tension lui donne, comme en fait un pendule qu'on tire de son aplomb. Que si, de plus, la matière de cette corde est elle-même assez élastique ou assez homogène pour que le même mouvement se communique a toutes ses parties, en frémissant elle rendra du son.
D'Alembert avait trouvé la loi en comparant la corde à un pendule. C’est, en effet, l’égalité du poids qu'il faut chercher, et non, comme on l'a cru longtemps, le diamètre seul. Il y a bien, le plus souvent, une relation entre le diamètre et la densité, mais elle n`est pas toujours rigoureuse, et c'est du poids seul qu`il faut se préoccuper.
« La plupart des cordes sont mal calibrées, dit M. Plassiard dans son mémoire. Il en résulte que lorsqu’on les fait vibrer, les nœuds de vibration qui se forment entre les deux extrémités fixes ne divisent pas la corde en parties aliquotes et que les tons secondaires qui se produisent ne sont pas d’accord avec le son principal.

« Les cordes qui se comportent ainsi, ajoute M. Plassiard, sont dites fausses. Lorsqu`on met un chevalet sous leur milieu, les deux moitiés ne sonnent pas à l’unisson et ne donnent ni l'une, ni l'autre l'octave de la corde entière; si le chevalet est placé au tiers, les deux parties ne sonnent ni la quinte, ni la quinte redoublée de la corde entière. Pareille conséquence se tirerait de toute autre position du chevalet intermédiaire; d`où il suit que l`artiste exécutant, qui par la pression des doigts de la main gauche cherche à obtenir les différentes notes de la gamme, est exposé à produire des notes fausses avec de telles cordes.
La mesure du diamètre est insuffisante pour reconnaitre la justesse d`une corde de boyau; il faudrait faire l’opération sur toute la longueur et même tout autour de chaque corde, car il doit souvent arriver que la forme en soit plus ou moins elliptique. Cette opération ne serait pas, d`ailleurs, concluante, car, par l`effet de la tension, la corde ne s'allonge pas toujours uniformément sur toute sa longueur.
Il arrive souvent que des .cordes qui paraissent justes à une tension faible deviennent fausses à la tension nécessaire lorsqu'elles sont placées sur l’instrument.
M. Plassiard a inventé un instrument avec lequel on peut examiner chaque portion de corde et remédier aux défauts qu'elles peuvent présenter; mais c`est une opération assez longue, délicate, et qui augmente sensiblement le prix de la corde. L'instrument primitif était une planche plus longue que la corde à essayer, à l'une des extrémités de laquelle on plaçait un dynamomètre sur lequel agit une cheville de tension ; à l’autre extrémité de la planche, on fixait un clou auquel on attachait une extrémité de la corde à essayer, tandis que l'autre est attachée au dynamomètre.
Dans l`instrument perfectionné, la corde est toujours tendue à l'une de ses extrémités par un dynamomètre; mais de l'autre côté, ce n`est plus un clou, mais un rouet qui la retient.
Au-dessous de la corde à essayer, on place un instrument appelé phonoscope, sur lequel sont élevés deux chevalets écartés l'un de l`autre d'une distance égale à celle du sillet au chevalet du violon et portant a la moitié de la distance une touche en ivoire.
Lorsque le phonoscope est placé sous la corde tendue, on en fait sonner la partie comprise entre les chevalets au moyen de la cheville. On tend la corde jusqu'à ce qu'elle donne le son qu'elle doit rendre sur le violon.
A ce moment, en abaissant la touche, on divise la corde en deux parties égales, on fait sonner ses deux parties, et si elles donnent l'unisson, il y a presque certitude-pour que la portion de corde essayée entre les deux chevalets soit juste.
En déplaçant ainsi plusieurs fois le phonoscope, on étudie toutes les parties de la corde; on remédie aux défauts signalés par cette étude, en diminuant, parle frottement, le diamètre des parties plus lourdes de la corde qui produisaient un son plus grave.
Les cordes ne sont pas toutes simplement en boyau. En effet, si on la faisait en boyau seul, la corde de sol de violon ou bourdon, pour pouvoir donner des sons assez graves, devrait être trop grosse; on a obvié à cet inconvénient en augmentant son poids, ce qu`on obtient en l’entourant d'un fil de cuivre argenté ou bronzé.
La corde à boyau qui sert d'âme doit être parfaitement juste avant qu'on la couvre de métal: elle ne doit plus être extensible; on la maintient donc longtemps sur le cadre et on la tend progressivement au degré qu'elle devra conserver plus tard; en effet, si elle s`allongeait après avoir été couverte du fil métallique, les spires se trouveraient dérangées, et la corde ne vaudrait plus rien.
Les fils métalliques dont on se sert à Grenelle viennent de chez M. Duchavany à Lyon : ils doivent être très-exactement calibrés. On les enroule sur un tour, avec la plus grande régularité possible. Quand on veut plus de souplesse à la corde, au lieu d'un trait, on en met deux; les spires sont alors chacune d'un développement moins serré.
On fait aussi à Grenelle des chanterelles en soie; les fils de soie employés pour cela doivent être d'excellente qualité; les meilleurs sont en soie des Cévennes.
Les cordes de cette nature sont composées d'un nombre considérable de brins retordus ensemble avec une telle habileté que la chanterelle produite est plus uniforme encore et aussi transparente que les meilleures chanterelles faites en boyau.
La corde en soie est solide, juste, identique dans toutes ses parties, et a, de plus, l’avantage de mieux résister à l’humidité, parce qu'elle est beaucoup moins hygrométrique.
Les trois cordes basses de la guitare, recouvertes d`un trait métallique, sont toujours filées sur soie.
La grande fabrique de voilons et d`instruments analogues de M. Thibouville est a Mirecourt, petite ville de Lorraine également célèbre dans l’industrie française par ses dentelles et par l’habileté avec laquelle les habitants des villages environnants travaillent le clinquant.
Il y a déjà longtemps que la fabrication des instruments à cordes a été introduite à Mirecourt. La tradition raconte qu`elle fut favorisée par Stanislas, quand il fut nommé due de Lorraine.
Les ouvriers y travaillent chez eux, soit à fabriquer des pièces séparées, soit à assembler des pièces préparées par d'autres; quelques-uns même font encore des violons entiers, mais ce sont des artistes qui deviennent de plus en plus rares.
Le principe de la division du travail a maintenant triomphé de tous les préjugés anciens, aussi bien pour les violons que pour tant d`autres choses, les montres et les fusils, par exemple.
Il en est des instruments de musique en bois comme de toute ébénisterie fine : la première condition de succès est d`avoir du bois sec et bien choisi : ce qu`un particulier aujourd’hui se procurerait difficilement et à grand prix.
Les maisons déjà anciennes, seules, possèdent le stock de bois vieux, séché lentement, en pièces découpées, conservées longtemps, car de la fixité du bois dépend toute la solidité de 1`instrument; aussi les grands hangars de l'usine de Mirecourt sont-ils remplis de planches et de madriers en sapins venant de Suisse, et en érables venant du même pays ou bien de Bohème. Il ne faut pas non plus que le bois soit trop vieux.
L'érable est aujourd’hui le bois préféré pour les fonds, surtout quand il est d`un arbre très-fort, à cause des belles ondes de son bois. On en fait en autre bois, mais l’érable est toujours supérieur. Quant aux violons de faïence ou de cristal, ce sont des singularités qu’on ne renouvelle pas. - Une autre singularité quelquefois renouvelée, bien qu'assez rare, est l’établissement des fonds en mosaïque composée de différents bois représentant des sujets divers, -la vue d'une ville entre autres.
La table, la barre d’harmonie, l’âme placée entre la table et le fond sont en sapin : les manches se font, pour les beaux violons, en érable et sont façonnés, ou à la main, ou bien à la mécanique comme chez M. Thibouville.
Toutes ces pièces de bois sont débitées à la scie à ruban et rangées en étages, parfaitement classées par âge et qualité. Les planchettes, ainsi débitées, se séchant dans les magasins jusqu'au jour où on les assemble.
On commence d'abord par les éclisses qui doivent réunir la table au fond, on les dresse sur un gabarit, appelé moule. Les éclisses sont au nombre de six, deux concaves latérales pour donner la voie à 1'archet, puis deux convexes en haut et deux autres convexes en has. On y ajoute le fond composé tantôt d'une pièce, tantôt de deux réunies et jointes à la colle dite de Cologne.
La table se faisait autrefois sur une machine appelée creusoir, en évident avec des rabots d'une forme particulière, à semelle convexe, la planche formée de deux planchettes de sapin collées ensemble et chantournées.
On commençait avec un premier rabot dont le fer était denté, puis avec un second rabot à lame tranchante on terminait avec des ratissoires d'acier. Pendant tout ce travail, 1'ouvrier devait sans cesse, avec un compas, mesurer les épaisseurs, pour constater le résultat de son travail; la fabrication de ce qu'on appelle une table d'harmonie était donc une opération longue, méticuleuse et par conséquent assez chère.
M. Thibouville a longtemps cherché les moyens d’arriver à remplacer ce creusement à la main, qui ne réunissait pas toujours, en donnant mécaniquement au bois la forme légèrement bombée que doit affecter une table d’harmonie.
Il réalise ainsi une économie considérable tout en obtenant un meilleur résultat qu'å la main.
Les tables sont toutes révisées, avant et pendant le montage; des proportions exactement calculées de toutes les parties d'un violon doit résulter sa perfection, et c'est le résultat auquel on doit tendre pendant tout le temps de la fabrication.
Le coffre du violon assemblé sèche encore, souvent pendant un an, avant qu'on recouvre le bois du vernis qui le protégera et lui assurera cette longévité à laquelle les artistes tiennent tant.
Pendant cette année, les fibres du bois font leur jeu si elles ne l`ont pas déjà fait; on peut donc en constater les imperfections, et l`on n'a pas ainsi le désagrément de voir une gerçure se produire, lorsque le violon est terminé.
Les bois prennent aussi un ton ambré, qui soutiendra mieux que le bois frais la nuance plus foncée du vernis.
Lorsque toutes les vérifications sont faites, on ajoute le manche qui, lui aussi, a séché de son côté, et l`on vernit l'instrument. Ce vernissage se fait à l'alcool pour les violons bon marché, à l'huile dès que le prix s'élève un peu.
Il faut, comme dans toutes les fabrications où le vernis joue un rôle important, appliquer sept à huit couches, précédées de ponçages. Les anciens 'luthiers attribuaient au vernis des qualités mystérieuses, mais il est reconnu aujourd`hui que sa propriété est uniquement de conserver le bois et de rendre l’instrument plus agréable à l'œil.
Les altos, violoncelles, basses, se font à peu près de la même manière que les violons et avec les mêmes précautions. –Les guitares et mandolines sont toujours plus ornées de niellages et de marqueteries. - Pour les derniers instruments, les fonds sont souvent en autres bois que l'érable : on y emploie l’ébène, le palissandre, agrémentés de nacre ou de niellages métalliques. M. Thibouville a cherché à fabriquer au meilleur marché possible pour vendre, avec bénéfices suffisants, à des prix extrêmement bas, des violons parfaitement utilisables.
Le rapport de M. Gallay à l'Exposition de Vienne donne à ce propos les détails suivants :
Voici, à titre de renseignement, dit le rapport, le prix de revient du violon de nouvelle fabrication que M. Thibouville peut livrer aujourd’hui au prix de cinq francs, d`après Je décompte communiqué par lui à la Commission : '
Bois du fond 0.20
Bois de la table 0.20
Bois du manche 0.05
Façon du manche 0.15
Touche bois blanc noirci 0.20
Façon du fond et de la table 0.15
Découpage de la scie 0.15
Montage sur moule de la table et du fond 1.25
Vernis 1.00
Montage, cordes, chevalet, cordier 0.75
4.10
5% sur frais généraux 25
4.35
15% de bénéfice 0.70
Total 5.05
Le violon de 5 francs a été joué pendant notre séjour à Vienne dans un concert donné chez M. du Sommerard, notre honorable commissaire général, et l’étonnement a été grand lorsque, après avoir applaudi le virtuose qui s`était chargé de faire chante l’instrument, on a appris qu`on pouvait l’acquérir, séance tenante, aux incroyables conditions de prix dont les exposants étrangers se sont émue.
« Il ne faut pas se montrer trop exigeant pour les qualités d'ampleur et de distinction de son que recherche tout instrumentiste; mais il est incontestable que le violon expertisé sonnait bien, librement, et qu'il a fait illusion à beaucoup d’auditeurs. M. Thibouville ne nous a pas caché qu'il avait choisi entre beaucoup de ses pareils l’instrument soumis ä notre appréciation; qu'il l'avait soigneusement pourvu de cordes justes, et qu'il avait ajusté un chevalet choisi; c'était son droit. Le problème d'une création industrielle qui confine à l’art n'en a pas moins été résolu à l'honneur de M. Thibouville. Nos collègues de l’étranger ont d'ailleurs rendu justice a un procédé de fabrication qui rend le violon accessible aux bourses les plus modestes.»
Il y a même des violons moins chers, à 3 francs, je crois; mais ceux-là sont de simples jouets d`enfant qui ne pourraient trouver place dans un orchestre.
Le prix des violons pouvant être remis entre les mains d`artistes varient entre 10 francs et 200 francs à la pièce et sans archet.
Il est bien entendu que les violons de 200 francs, forme Guarnerius ou Stradivarius, sont remarquable par la beauté de leur bois, de leur vernis, et par les soins particuliers qui ont présidé à leur confection.
Les archets bon marché sont en bois de coco, dit bois de fer: les archets plus chers, en bois de Fernambouc solide, quoique très-léger.
Les crins blancs sont aussi mieux choisis, la hausse d`ébène mieux ajustée, et le bouton plus riche.
L`archet se vend à part, de 95 francs la pièce à là francs la douzaine, suivant les matières qui le composent et les soins donnés à leur confection.
Nous sommes loin des prix auxquels le célèbre Tourte vendait ses archets : le premier il appliqua le bois de Fernambouc et détermina les formes de cet accessoire indispensable du violon.
« Ses travaux datent de 1775 à 1780 : la rareté du bois de Fernambouc, à l'époque dont il vient d'être parlé, explique le prix énorme auquel Tourte avait porté ses archets : il vendait
12 louis (de 24 livres) l’archet dont la hausse était en écaille, dont la tête était plaquée en nacre, et dont les garnitures de la hausse et du bouton étaient en or; ses meilleurs archets garnis en argent, et dont la hausse était en ébène, se vendaient 5 louis 1/2; enfin, les archets ordinaires, sans aucun ornement, étaient du prix de 36 francs. »
Les premiers archets étaient fort simples et d'une forme très variable; ce ne fut guère qu'au seizième siècle qu'on inventa le petit mécanisme au moyen duquel on tend plus ou moins la mèche de crin dont le frottement détermine la vibration de la corde[2].
Les archets d'aujourd'hui, quel que soit leur prix, portent tous à leur extrémité inférieure un bouton plus ou moins orné servant à faire tourner une vis de rappel donnant le mouvement à un écrou fixé dans la hausse et qui l’attire de façon à augmenter ou diminuer la tension.
Thibouville fournit aussi à ses nombreux clients tous les accessoires qui peuvent être cassés et demander à être remplacés.
Les chevilles, les chevalets, les cordiers, les mécaniques de guitare, les sourdines, en bois ou métaux plus ou moins précieux, plus ou moins ornés, qui sont surtout nécessaires dans le commerce d'exportation, sont fabriqués à Mirecourt.
Pour la sourdine en particulier, M. Thibouville supporté quelques perfectionnements qui font l'objet d'un brevet. La sourdine agissant, non par le serrage qu'elle exerce sur la corde, mais par le poids de sa masse, il résulte des recherches de M. Lissajous que le poids à donner à cette sourdine doit être augmenté avec la grandeur de l’instrument : de 6 à 8 grammes pour le violon, ce poids doit s'élever de 12 à 16 grammes pour l'alto; de 40 à 60 pour le violoncelle, a 500 grammes pour la contre-basse.
Les étuis à violon varient également de prix en raison de leur solidité et de leur ornementation. Les étuis ordinaires coûtent six francs, les étuis bien conditionnés en atteignent quarante.
Les instruments à vent en cuivre ou plutôt en laiton se font à Grenelle dans un atelier important qui occupe un personnel nombreux.
Comme pour le violon et ses dérivés, nous allons suivre la fabrication des instruments de cuivre non pas au point de vue artistique, mais au point de vue purement industriel.
A l’exception des cymbales et du gong, tout instrument de cuivre est un tube ouvert par les deux bouts, tout instrument de cuivre dont les molécules métalliques elles-mêmes entrent en vibration par le choc dont l'une des extrémités s'élargit en forme de pavillon cacique, tandis qu`à l`autre bout se tire un petit tube légèrement renflé appelé embouchure.
Tous ont une partie conique nommée pavillon; mais les uns prolongent cette forme conique dans toute leur longueur, tandis que les autres sont cylindriques dans les trois quarts de leurs développements.
Le laiton arrive a Grenelle en feuilles d`épaisseurs variables de 3 à 4 dixièmes de millimètre environ. Ces planches de laiton viennent en général de chez M. Chauvel d'Evreux : suivant l’espèce d`instruments que l`on veut faire, on découpe la planche de laiton, soit à bords parallèles pour les tubes cylindriques, soit en forme de V pour les tubes coniques. On cintre la planche métallique et on lui donne sa forme, en la battant avec un maillet de bois sur un mandrin approprié, et, lorsque, par le martelage, on est arrivé à faire joindre les deux lèvres, on les soude au chalumeau au moyen d'un fondant.
Cette soudure doit être habilement faite pour qu'elle soit parfaitement égale dans toute sa longueur. Si la soudure en fusion ne coulait pas d'une égale rapidité et sans arrêt, il en résulterait des globules qui formeraient épaisseur et nuiraient à l’homogénéité du tube.
De même qu'on soude en long, on soude également en travers, c'est-à-dire qu'on forme d'abord des tubes d'une longueur moyenne et qu'on les ajoute bout à bout suivant les besoins.
Les tubes cylindriques sont étirés sur un banc après soudure; cet étirage leur donne un certain allongement, en régularise l`épaisseur et le diamètre.
Pour obtenir ce même résultat, les pavillons doivent être travaillés au tour; fixés sur un mandrin animé d`une rotation assez rapide, ils sont d`abord calibrés extérieurement au burin, puis, pour renforcer le bourrelet de l’ouverture du pavillon, on commence par 1'étirer entre un outil formant bec et le plateau traversé par le mandrin; on y ajoute un petit cercle de cuivre qui bientôt se trouve renferme dans une sorte d'ourlet formé par le métal replié.
Cette opération, se faisant tout entière à la main, et non par une filière, demande une véritable habileté professionnelle.
Un instrument en cuivre quelconque commence toujours par avoir 1'aspect de la trompette de la Renommée, c'est-à-dire qu'il est d'abord rectiligne, et c'est sa longueur développée qui détermine les sons qu'il peut donner.
Si l'on a enroulé de diverses manières les tubes primitivement rectilignes, c'est pour rendre leur maniement plus facile et leur faire tenir moins de place.
Pour cela il faut cintrer soit les tubes formant pavillon, soit ceux qu'on y ajoute et qu'on appelle branches : ce cintrage ne pourrait s'exécuter convenablement sans une opération préliminaire qui consiste, après avoir enduit leur surface interne avec du blanc de Meudon, à y couler du plomb, de manière à les remplir complètement; sans cette précaution, il se produirait des gerçures et des déformations dans le métal.
Lorsque le tube est rempli de plomb, on le cintre à la main, en l’appuyant dans la rainure d'un bloc de bois arrêté solidement par un étau. Le saillant interne de la rainure est arrondi et ne froisse pas le cuivre pendant le cintrage.
De temps en temps, avec un marteau, l'ouvrier rabat les petites rides qui se produisent dans la concavité; le plomb se retire à chaud, et, grâce au blanc de Meudon, il n'adhère pas au cuivre.
Avec les différentes pièces créées séparément, on compose la série des instruments actuels, auxquels, par des modifications encore récentes, on a pu donner la faculté de produire un bien plus grand nombre de notes qu’autrefois. Ce fut vers 1850 que l’invention de ce qu'on appelle le piston modifia complètement 1'usage des instruments de cuivre; on a calculé de quelle longueur il fallait allonger un tube pour qu’il puise émettre un demi-ton au-dessous de la note qu'il produit normalement, et l'on a disposé un appareil qui, à volonté, produit cet allongement ou le fait cesser.
On obtient ce résultat en disposant latéralement une petite branche recourbée dont l'ouverture communique avec le reste du tube, lorsqu'elle-est ouverte, par l’abaissement d'une tige qui se meut dans un cylindre comme un piston dans un corps de pompe.
Cette tige est surmontée d'un bouton plat sur lequel presse le doigt.
Une autre petite branche plus longue, mise en communication par un autre piston, fait abaisser d'un ton entier; une plus longue encore d'un ton et demi; de sorte que, si l'on part du sol, par exemple, avec le premier piston on a le a: dièse. Avec le second, on a le fa; avec le troisième, on a le mi; lorsqu'on en abaisse deux à la fois, c'est-à-dire le premier et le troisième, on a le mi bémol; en abaissant le second et le troisième, on a le ré, et en abaissant les trois, on ale ré bémol. Les instruments à vent peuvent donc aujourd’hui exécuter les mêmes airs que les instruments à cordes, tandis qu'autrefois, il fallait composer des mélodies spéciales pour utiliser les seules notes que pouvaient donner les instruments.
Seul, le trombone dont les tubes rentrant les uns dans les autres s’allongeaient ou se raccourcissaient à la volonté de l’instrumentiste comme les cordes d'un violon, arrivait, lorsqu'il était joué par un artiste de talent, à donner une gamme assez juste.
Avec les différentes combinaisons de pistons, de branches et de clefs, on fait à Grenelle des instruments depuis le plus simple jusqu'au plus composé :
Le clairon d’infanterie, conique dans toute son étendue, depuis son embouchure jusqu`à l’ouverture du pavillon et qui émet des sons pleins et étendus;
La trompette de cavalerie, cylindrique dans les quatre cinquièmes de sa longueur, au son vif et éclatant, mais plus grêle et d'une moins longue portée;
La trompe de chasse et le cor d’harmonie;
La série des bugles, avec ou sans piston, les cornets à trois pistons, puis toute la série des saxhorns auxquels on a donné, suivant l’octave qu'ils peuvent atteindre, les noms attribués aux différentes qualités de la voix humaine , le soprano , le contralto, le ténor, alto, baryton , basse, contre-basse, bombardon et contre-bombardon.
Quelques-uns de ces saxhorns portent un quatrième piston horizontal qui descend le son d’une quinte entière.
Pour ces mêmes saxhorns, M. Thibouville vient de modifier la direction de l’ouverture du pavillon en l'inclinant légèrement pour envoyer le son, non plus verticalement en l'air comme autrefois, mais sur un angle qui atteigne mieux les auditeurs.
Dans quelques instruments une clef rectificative, placée à quelques centimètres de l`ouverture, rétablit au besoin la parfaite justesse des notes intermédiaires que l`on a acquise par l`intervention du piston.
On fait encore quelques trombones à coulisse, mais presque tous portent aujourd'hui des pistons.
Ce perfectionnement a été ajouté aux trompettes et aux cors, ainsi qu'à ces gros et incommodes instruments qu'on appelle hélicons.
L'.usine de Grenelle construit aussi un instrument inventé par M. Sax et qu'on appelle saxophone, sorte de clarinette en cuivre, à anche battante contre la table d'un bec, et qui est à clef comme 1'ancien ophicléide.
On a essayé pendant quelque temps de faire des instruments à vent, surtout des cornets à piston avec des compositions métalliques plus faciles à entretenir brillantes que le laiton, le maillechort par exemple; mais ces combinaisons n’ayant pas réussi aussi bien qu'on le désirait, M. Thibouville a expérimenté avec avantages l’application du nickel par les moyens galvanoplastiques, non-seulement pour les petits instruments, mais encore pour ceux d`une taille plus grande.
Un atelier complet vient d'être installe à Grenelle pour le nickelage qui est également appliqué à des pièces d'autres instruments que nous décrirons plus loin.
Les instruments de musique en bois dont la maison Thibouville fabrique de notables quantités se font à la Couture où cet industriel occupe environ 80 personnes à confectionner des flûtes, des flageolets, des clarinettes, des hautbois et des cors anglais. Malgré le développement si important des instruments de cuivre et la création d'instruments nouveaux, tels que le saxophone, pouvant à la rigueur remplacer pour certaines parties la clarinette et le basson, on fait encore beaucoup d’instruments en bois.
Dans les orchestres jouant en plein vent, comme les musiques militaires, la clarinette et ses similaires font la partie des violons.
Dans les orchestres de théâtre, la flûte, la clarinette, le hautbois et le cor anglais trouvent dans les partitions des maitres un emploi constant; certains effets que leur timbre et leur étendue les rendent aptes à produire leur sont toujours réservés.
Les bois et autres matières qui les constituent sont le buis, la grenadille et l’ébène, par grande exception le cristal, souvent l’argent et le maillechort.
Autant que pour les violons, le choix du bois et son état de siccité entrent en première ligne pour obtenir de bons produits.
Il est nécessaire d`avoir un stock non-seulement de blocs, mais encore de tubes dégrossis et percés : accrochés au plafond des ateliers, ils y passent souvent quelques années avant de recevoir leur dernière façon.
Une immersion dans l’huile précède leur mise en séchage.
Les flûtes, autrefois légèrement coniques, se divisaient en fûtes à becs, dont il ne reste guère que le flageolet, et en flutes traversières, qui existent encore, non plus à simples trous comme autrefois, mais additionnées de clefs plus ou moins nombreuses. En 1852, le Bavarois Böhm inventa une disposition nouvelle dont les sons plus justes s'émettaient et se réglaient plus facilement au moyen de clefs mieux disposées et placées en plus grand nombre sur le tube creusé, non plus en cône, mais en cylindre. Cette méthode de Böhm à clefs jumelles a été appliquée à tous les autres instruments en bois dont le jeu a été rendu ainsi beaucoup plus facile, mais dont le prix fut naturellement plus élevé. Les clefs sont en maillechort, en cuivre ou en argent.
La fabrication commune les fait venir de chez M. Thibouville, ce sont d’habiles ouvriers bijoutiers qui les dressent au marteau, les polissent et les ajustent.
L'anche de la clarinette est faite d'une lame mince découpée dans une espèce de roseau qui vient de Fréjus.
Elle ne se fixe plus sur le bec fixe presque toujours en ébène et quelquefois en cristal, par une ficelle comme autrefois, mais par une bride en métal que deux vis servent ou desserrent graduellement.
Les hautbois et cors anglais ont aussi reçu les améliorations basées sur les principes de Boehm.
La difficulté croissante de trouver du bois convenable a engagé M. Thibouville à essayer, surtout pour construire le corps des clarinettes, le caoutchouc durci, fabriqué avec tant de perfection par son voisin de Grenelle M. Menier.
L’essai a parfaitement réussi. Le tube de caoutchouc durci entré de force dans un autre tube de melchior, auquel il adhère complètement, constitue de très-bons instruments que M. Thibouville appelle clarinettes mixtes et qui se vendent moins cher que les flûtes d’ébène et surtout que les fûtes d’argent. Les flûtes en argent sont plus solides que les flûtes en ébène.
Depuis longtemps on se préoccupe de trouver un moyen de satisfaire le goût des personnes qui, n'ayant pas eu le temps, dans leur jeunesse, d`étudier le piano ou l’orgue, aimeraient cependant à exécuter elles-mêmes de la musique, soit pour faire danser, soit uniquement pour le plaisir de l`entendre. De nombreuses combinaisons ont été faites dans ce sens, mais jusqu'ici avec peu de succès; il fallait toujours se contenter d'un instrument particulier ne pouvant jouer qu'un certain nombre d`airs déterminés à l’avance sur un ou plusieurs cylindres armés de pointes comme dans les boîtes à musique, serinette et orgue de Barbarie.
On avait bien composé des pianos mécaniques, l'un d'entre eux même marchant à distance sous l'influence de l'électricité; mais l’avantage réellement pratique du pianiste fabriqué par M. Thibouville, c'est qu`il peut être posé devant tout piano de quelque facteur qu'il soit, jouer tous les airs possibles et être retiré facilement dans le cas où l'on voudrait jouer avec ses mains.
Plus nous étudions cet instrument, plus nous nous étonnons qu'il ne soit pas répandu davantage.
Nous comprenons qu'on hésite à acheter un orgue mécanique à cylindres qui ne peut jouer que huit à dix airs, et qui est en général un meuble encombrant, tandis que le pianista tient peu de place et les airs qu`on joue avec son secours peuvent être indéfiniment variés.
La description du pianista est certainement des plus difficiles : M. Lissajous, dans son compte rendu de l'Exposition de Vienne, en a parfaitement indiqué les principes :
Le pianista exposé par M. Thibouville remplit les mêmes fonctions que le piano mécanique, mais par un procédé nouveau. L’appareil se compose d'un meuble de petites dimensions d'où sortent une série de leviers ou marteaux en bois destinées ã attaquer les touche comme le font les doigts du pianiste. Le pianista se pose devant un clavier de piano quelconque, pourvu que la hauteur en soit convenable; et, dès que l`un tourne la manivelle motrice du mécanisme, les doigts nombreux de cette espèce d`automate frappent le piano et font entendre tel ou tel morceau.
A cet effet, le mouvement de chaque doigt est sous la dépendance d'un soufflet moteur fonctionnant comme le soufflet moteur de la machine Barker, employée dans les grandes orgues. L‘alimentation de ces soufflets moteurs se fait à l`aide de deux réservoirs principaux dont la manivelle met en jeu de pompes. Quant à la mise en jeu de chaque soufflet, elle s’effectue par l’ouverture de soupape qui sont sous la dépendance d’une sorte d’abrégé dont les tiges motrices aboutissent toutes à une rangée de cames placées en ligne droite, au centre et à la partie supérieure de l’instrument.
Une série de cartons percés suivant le système Jacquart est entrainé sous ces cames, qui sont soulevées ou abaissées à tour de rôle, et font ainsi fonctionner les touches correspondantes.
Au moyen d’une tige placée à portée de la main gauche, on modifie la force d’attaque du pianista, en même temps que la main droite, appliquée à la manivelle, règle la vitesse suivant laquelle l’exécution du morceau a lieu. Pendant l’exécution, le pied placé sur une pédale auxiliaire, qui se rattache à la pédale de forté du piano, peut lever, si besoin est les étouffoirs.
Il est donc possible à une personne douée d'un certain sans musical de réaliser volontairement des changements de vitesse et de force en un mot, de nuancer l`exécution.
Nous compléterons cette description en disant que le soufflet moteur est quadruple et que son jeu est calculé pour qu`il n'y ait pas de point mort, c`est-à-dire qu'une paire de soufflets commence sa course quand l'autre n'a pas encore terminé la sienne ; l'air renfermé dans les réservoirs est donc toujours en pression.
Ces réservoirs appelés sommiers sont au nombre de trois superposés; ils reçoivent l`air venant des grands soufflets supérieurs par deux conduits latéraux. Chaque sommier est percé a sa partie inférieure par 18 trous communiquant à 18 soufflets correspondant chacun à une touche du clavier, de sorte-que les trois sommiers peuvent mettre en action les 54 touches d'un piano.
Pour jouer, ou place à l’extrémité gauche d`une tablette la partie supérieure de l’instrument et un cahier composé de cartons piques analogues à ceux de la mécanique Jacquart.
La tablette monte en pente douce de gauche à droite jusqu'au milieu et redescend également en pente douce, du milieu .vers l’extrémité droite; au milieu sont deux petits cylindres de caoutchouc entre lesquels on engage le bord du premier carton du cahier.
Lorsqu`on met en mouvement la manivelle, les deux cylindres en caoutchouc marchant en sens contraire attirent le carton comme dans un laminoir, le font monter sur la rampe, de gauche à droite, et le poussent ensuite doucement sur la pente de la planchette à l’extrémité droite de laquelle il va, en se repliant, reformer un cahier.
A gauche des cylindres de caoutchouc est un cylindre de cuivre creusé de 54 gorges et qui appuie sur le carton avant qu'il s`engage entre les cylindres de caoutchouc pour le maintenir au moment où la pointe de la came correspondant å 'une note vient à traverser le trou dont le carton a été percé.
Les mouvements sont si bien combinés et si précis qu`au moment même où la came fait son jeu, la soupape correspondante du sommier s`ouvrant, l'air se précipite dans le petit soufflet inférieur dont la distension, forçant sur un bras de levier, chasse vivement le doigt mécanique sur la note du piano.
La -puissance ainsi obtenue par la transmission de l'air comprimé est bien suffisante pour l’attaque d`un piano quelconque, car elle peut dépasser un kilogramme, surtout si l'on ajoute à la compression naturelle des grands soufflets le jeu d'un levier correspondant au bouton placé dans la main gauche de l`opérateur.
Une pédale correspond aux pédales du piano.
En se servant du levier d`expression et de la pédale, en tournant plus ou moins intelligemment la manivelle, on peut varier l'effet du morceau de musique, de sorte que, contrairement aux instruments mécaniques ordinaires, il peut y avoir de bons joueurs de pianiste à coté de joueurs moins parfaits.
Les cartons sont piqués par une machine à mortaiser qui enlève à la place voulue un petit fragment carré du carton; ce carré, plusieurs fois répété lorsqu'il y a lieu, forme un carre long qui indique la tenue de la note.
Lorsque le système du pianista est appliqué à l’harmonium, ces tenues peuvent être plus longues, car l’harmonium chante, ce qui 'est interdit au piano.
Pour guider la mortaiseuse dans son travail, il faut d'abord tracer sur un modèle en papier verni à l`huile des lignes indiquant le point précis et la longueur du trou à percer. La personne chargée de faire ce travail est assise devant une table, sur laquelle est étendu à plat le papier qu'elle doit tracer. En face du liseur est debout le morceau de musique à copier; sous sa main gauche, un guide, posé d'équerre sur le papier, porte une règle divisée qui indique au copiste, en descendant de haut en bas, le point précis où doit être portée telle note qu'il lit sur la page placée devant ses yeux.
La règle n'est pas seulement divisée longitudinalement, elle l’est aussi en largeur, de sorte que le lecteur trouve aussi l'indication de la tenue qu`il doit tracer en allongeant son point jusqu'à en former une ligne. Ainsi, supposons qu'une certaine note brève, devant durer un temps à peine perceptible, soit figurée par un millimètre, la note qui devra se maintenir dix fois plus longtemps sera figurer: par une ligne d'un centimètre.
Ce premier papier une fois terminé est placé sous la mortaiseuse qui poinçonne les trous, suivant la marque faîte.
Le modèle en papier verni à l'huile sert ensuite à tracer un nombre indéfini de cartons; on le pose sur les cartons à tracer, et en passant dessus un pinceau chargé de couleur bleue, on produit instantanément le dessin sur lequel le poinçonneur exécute son travail.
Les cartons réunis entre eux par des lacets de fil croisé ont environ 95 centimètres de hauteur sur 15 de large. Un quadrille, une valse forment des cahiers qui, développés, ont de un à deux mètres.
On pourrait avoir de même une partition complète divisée par cahiers d`une grosseur moyenne.
Les cartons piqués se vendent au mètre.
La bibliothèque de ces airs est déjà assez nombreuse, mais toute personne qui préfère un autre assortiment de cartons n'a qu`à apporter le morceau de musique qui lui plaît, et les lecteurs de Grenelle le lui traduiront en carton piqué.
Ce que je ne comprends pas, c'est que cet instrument ne soit pas plus répandu. -On n'a pas toujours sous la main un exécutant habile ou complaisant.
Le pianista devrait faire partie du mobilier de tous les paquebots et de tous les châteaux.
[1] Et cependant le Grand Dictionnaire universel du Commerce publié par Savary en 1741 signale une fabrication importante de cordes d’harmonie à Lyon et à Toulouse :
- Celles de Rome sont les plus estimées de toutes. Elles viennent pour l'ordinaire par paquets assortis de chanterelles et de secondes; car il n’en est envoyé d'1talie presque que de ces deux espèces. .
- Les paquets de cordes destinées pour le luth et pour la guitare sont composés de soixante bottes, ou cordes pliées en huit plis; et les paquets de celles propres à la viole et au violon sont de trente bottes, aussi pliées eu huit plis.
- Les cordes qui se fabriquent aux environs de nome, que l’on nomme cordes forestières, sont de pareille sorte que les romaines, quoique moins parfaites : on les envoie de même par paquets assortis de soixante et de trente bottes; mais chaque botte n’est que de sept plis; ce qui les distingue des véritable: romaines, n'étant pas permis aux ouvriers forestiers de les faire de même longueur que celles qui se font dans la ville de Rome.
- Les cordes de Toulouse viennent par paquets assortis, et les bottes, pliées de la même manière que les romaines, auxquelles elles sont néanmoins de beaucoup inférieures, n’étant pas même si estimées que les forestières.
- Lyon fournit une quantité prodigieuse de cordes de boyau, assorties pour toutes sortes d’instruments de musique, dont il se fait une très grande consommation dans tout le royaume, singulièrement à Paris, et des envois considérables dans les pays étrangers, particulièrement en Hollande, en Angleterre, en Espagne, en Portugal, en Allemagne, et dans presque tout le Nord.
- Elles s’envoient par paquets, composes d'un certain nombre de plus petits paquets pliés dans du papier huilé, pour les mieux conserver; chaque petit paquet contenant une certaine quantité de bottes ou cordes, suivant que les marchands les demandent, qui se distinguent par numéro; chaque numéro signifiant le nombre des filets de noyau dont les cordes sont formées; en sorte que celles du n°1 ne sont faites que d'un seul filet; celles du n° 2, de deux filets; celles du n° 3, de trois filets; et ainsi des autres cordes, à mesure qu'elles augmentent de grosseur; il y en a qui vont jusqu'au n°50, qui servent de sixièmes aux basses de violes et de dixièmes aux grands théorbes.
-Les menues cordes de boyau lyonnaises, destinées pour les chanterelles et secondes, sont très-peu estimées, à cause qu'on ne peut les monter sur les instruments aussi haut que celles d'Italie et de Toulouse, n'étant ni si fortes, ni si bien fabriquées.
- Il ne s'en fait à Paris que de très-grosses qui ne peuvent tout au plus servir qu'à certains artisans, ou à faire des raquettes. On ne laisse pas cependant d’en faire une assez grande consommation en France et-même quelques envois dans les pays étrangers.
Savary des Buslons.
[2] Tourte donnait des soins minutieux à la préparation de la mèche de crins de l’archet. Il préférait les crins de France, parce qu'ils sont plus gros et plus solides que ceux des autres provenances. La préparation qu'il leur faisait subir consistait à les dégraisser par le savonnage; puis il les passait dans l`eau de son et, enfin, il les dégageait des parties hétérogènes qui avaient pu s’y attacher, en les plongeant dans une eau pure légèrement teintée de bleu. Sa fille avait pour occupation presque constante le triage de ces crins, pour on écarter ceux qui n’étaient pas complètement cylindriques et égaux dans toute leur longueur: opération délicate et nécessaire; car un dixième au plus d’une masse de crins donnée est d'un bon usage, la plupart ayant un coté plat et présentant de nombreuses inégalités. A l’époque ou Viotti arriva à Paris, les mèches de crins des archets se réunissaient presque toujours en une masse ronde qui nuisait à la qualité des sons; ce fut d’après ses observations à ce sujet que Tourte imagine de maintenir les crins de l’archet sous l’aspect d’une lame plate comme un ruban, en les pinçant à la hausse par une virole qu'il fit d'abord en étain, puis en argent. Plus tard il compléta cette importante amélioration par une petite lame de nacre qui recouvre le crin depuis la naissance de la mortaise de la hausse jusqu'à la virole, par laquelle elle est maintenue. Les archets enrichis de cette plaque furent appelés, dans l’origine, archets à recouvrements. Le nombre des crins déterminé par Tourte pour ses archets fut un peu moins élevé qu'i1 ne l’a été depuis qu'on s'est attache à tirer le plus grand son possible des instruments: ce nombre varie aujourd'hui entre 175 et 250, en raison de la grosseur des crins.